
Get Smarter About Melt Filtration
As quality specifications become tighter and the need to use more recycled materials becomes more prominent, more and more extrusion processors are examining their options in melt-filtration technology. Here's some help in evaluating your options.
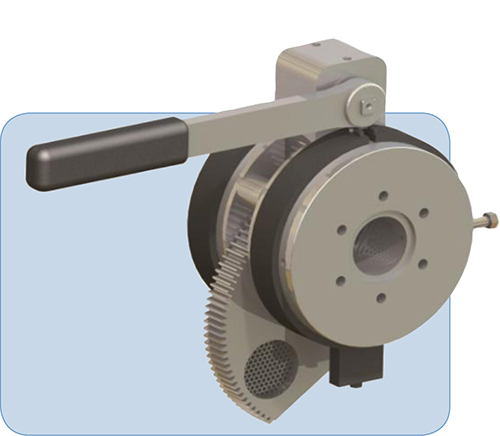
Manual, discontinuous screen changers are the lowest-cost type. They utilize a lever, ratchet, or screw device to move the melt filters in and out of the flow. These “discontinuous” units require the line to be stopped for a screen change. (Photo: Maag Automatik)
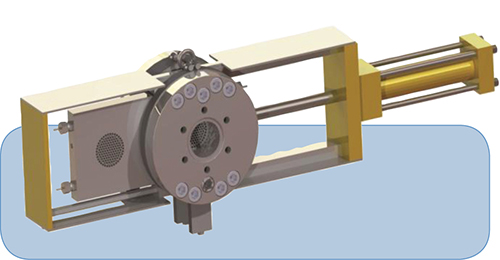
The hydraulic slide-plate screen changer utilizes a fast-acting hydraulic cylinder to move the screen packs in and out of the melt flow. These semi-continuous units allow screen changing without stopping the line, but will cause some off-spec production. (Photo: Maag Automatik)
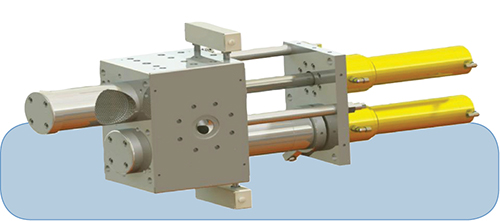
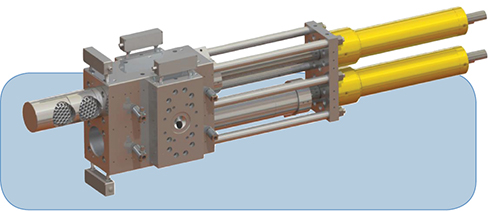
Piston-type screen changers typically employ more than one breaker plate in the flow so that each breaker plate can be removed, one at a time, for screen changing without interrupting flow. (Photo: Maag Automatik)
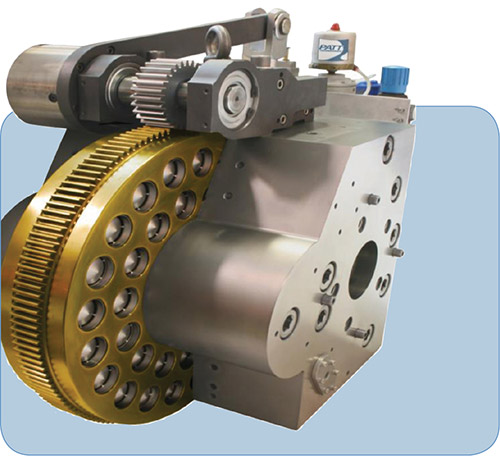
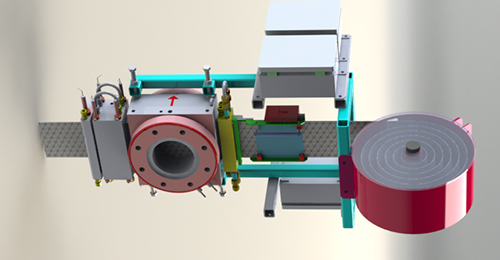
Rotary screen changers use a moving circular disk containing multiple screen packs so that a relatively equal amount of filtration area is exposed to the flow at all times, allowing only a very small change in pressure when the screens are indexed. (Photo: Patt Filtration)
Continuous, backflushing screen changers are typically a variation of either the piston or rotary type, which allows the process pressure to be reversed through the screens to dislodge contaminants. (Photo: Maag Automatik)
Belt screen changers use a screen roll that is indexed by process flow pressure exerted on a melt plug. The temperature is increased on the melt plug when screen surface renewal is needed and movement is stopped by decreasing the temperature of the melt plug once the new screen area is in place. (Photo: High-Technology Corp.)


As quality specifications become tighter and the need to use more recycled materials becomes more prominent, more and more extrusion processors are examining their options in melt-filtration technology. There are three basic reasons why you may need melt filtration:
1. Product quality specifications mandate visual or mechanical properties that cannot be maintained without filtration.



2. Downstream equipment may become damaged by contaminants in the melt.
3. Additional melt pressure is needed to improve melt quality.
It is likely that most extrusion processors will fit into one of the above categories, and that they will find a simple breaker plate unsatisfactory due to the time required to disassemble and reassemble the device. The alternatives considered here are various types of screen changers, though other types of filters may be used for special purposes, like high output rates and very tight filtration requirements.
TYPES OF SCREEN CHANGERS
The basic types of screen changers fall into one of four categories: discontinuous, semi-continuous, continuous, and continuous with backflushing.
So-called manual, discontinuous screen changers are the lowest-cost type. They utilize a lever, ratchet, or screw device to move the melt filters in and out of the flow. These screen changers are called discontinuous because they require the line to be stopped for a screen change. The positive characteristics are low cost and straight-through, low-pressure-loss flow design; while the obvious disadvantage is complete process interruption when screens need to be changed.
The semi-continuous hydraulic slide-plate screen changer utilizes a fast-acting hydraulic cylinder to move the screen packs in and out of the melt flow. These kinds of units can be defined as semi-continuous because they allow screen changing without stopping the line, but during that process some off-specification material will be produced. The advantages to this type of unit are relatively low cost, straight-through, low-pressure-loss design, and screen changing without stopping the line. The hydraulic slide plate is a low-cost way to provide screen changing “on the fly” with the disadvantage being the production of some off-spec material due to momentary interruption and air entrainment.
Continuous piston-type screen changers come in single- or multiple-piston styles and typically employ more than one breaker plate in the flow so that each breaker plate can be removed, one at a time, for screen changing without interrupting the flow. Piston units also include a venting/de-aeration process to ensure that no entrained air enters the flow and creates off-spec product.
These screen changers have been built since the 1960s and are well proven in the industry. They contain no seals, relying on the close fit between the piston and housing for sealing. Although there is some flow change as one or more of the screens are removed for changing, the total flow area is generally larger than comparable discontinuous, or semi-continuous designs. This larger screen area compensates for the reduced flow area while the screens are being changed.
Continuous, rotary screen changers use a moving circular disk containing multiple screen packs so that a relatively equal amount of filtration area is exposed to flow at all times, allowing only a very small change in pressure when the screens are indexed. Relatively constant pressure is the primary advantage of these units. Rotary screen changers have been around since the late 1980s, but have been well refined since the mid to late 1990s. These screen changers have no active seals and rely on the close fit between the rotary disk and the housing for sealing. Their biggest disadvantages are the relatively high initial cost and the requirement to maintain proper fit of the screen bearing disk against the housing over a wide range of extruded products.
Continuous-belt screen changers use a screen roll that is indexed by process flow pressure exerted on a melt plug. The temperature is increased on the melt plug when screen surface renewal is needed and movement is stopped by decreasing the temperature of the melt plug once the new screen area is in place. These screen changers have been around since the 1960s, but application has been limited. The advantages of this type are straight-through, low-pressure design and relatively constant flow and pressure. The largest disadvantages are the sensitivity to various polymer characteristics and limitation on high contamination levels, since there is a restriction on the speed that the screen can advance without breaching the polymer seal.
Continuous backflushing screen changers are typically a variation of either the piston or rotary type, which allows the process pressure to be reversed through the screens to dislodge contaminants. Pressure and flow for backflushing can also be generated by hydraulic cylinders that accumulate material from the flow to use for backflushing. Backflush screen changers are typically only used where recycled or very dirty materials are processed.
FOUR SCENARIOS
Since equipment is the lowest cost part of the process, compared with plant overhead, labor, and raw materials, considerable care should be taken in the selection of the best filtration solution.
While a particular type of screen changer is not indicated by process type, it is true that the selection of a specific type of screen changer may be more prevalent in one process over another.
Following are a number of hypothetical applications and the process used to select the appropriate screen changer.
Application: Custom profile
Extruder type/size: 3.5-in. single screw
Screen mesh: 100
Rate: 600 lb/hr maximum
Polymer: PP, HIPS, ABS, PE
Time between line shutdowns: Maximum 24 hr
Time between screen changes: 48 hr
Screen changer selection: Manual, lever type, about 4-in. diam.
This is a relatively small extruder with clean material, indicated by the need to change screens at most every 48 hr, while the line only runs for a maximum of 24 hr between normal shutdowns. Extruder size is small enough that manual shifting is possible. Screens a little larger than screw size were selected to permit pull-through.
Application: Custom sheet
Extruder type/size: 6-in. single screw
Screen mesh: 100
Rate: 2000 lb/hr maximum
Polymer: PP, HIPS, ABS, PE
Time between line shutdowns: Maximum 24 hr
Time between screen changes: 48 hr
Screen changer selection: Hydraulic slide plate type, 6.5 in.
This is a relatively large extruder with clean material, as indicated by the need to change screens at most every 48 hr, while the line only runs up to 24 hr between normal shutdowns. Extruder size is too large to easily shift a manual screen changer. Screens a little larger than screw size were selected to permit pull-through.
Application: Blown film with 50% recycle
Extruder type/size: 6-in. single screw
Screen mesh: 100
Rate: 2000 lb/hr maximum
Polymer: LLDPE
Time between line shutdowns: Two weeks
Time between screen changes: 8 hr
Screen changer selection: Continuous type with approximately 8 in. or more of screen in the melt flow.
This is a relatively large extruder with relatively dirty material, indicated by need to change screens every 8 hr while the line runs for up to 2 weeks between normal shutdowns. It is too expensive to accept lost production when screens are changed. A slightly oversized unit was specified to reduce screen pressure loss with dirty material.
Application: Underwater pelletizing with 80% recycle
Extruder type/size: 6-in. single screw
Screen mesh: 100
Rate: 2000 lb/hr maximum
Polymer: HIPS
Time between line shutdowns: 48 hr
Time between screen changes: 30 min.
Screen changer selection: Continuous, backflushing type with approximately 8 in. or more of screen in the melt flow.
This is a relatively large extruder with relatively dirty material, indicated by need to change screens every 30 min while line runs for up to 48 hr between normal shutdowns. It is too expensive to accept lost production when screens are changed. The backflush, self-cleaning feature allows each screen to be re used approximately 20 times, resulting in significant reduction in screen and labor cost.
USE REAL WORLD DATA
Of course, choices may become blurred because of borderline data, causing selection to become less precise. Sometimes economic resources are insufficient to purchase the best unit for the job. Other considerations may be familiarity (or lack of familiarity) with a particular type of filtration equipment, and maintenance sophistication at the plant level. It is unwise to specify sophisticated computer-controlled equipment where other plant equipment is much less complex and maintenance personnel and operators may not be able to cope. In this case, selection should be skewed toward a simpler solution.
It is always best to demand existing operating data for scaling up rather than relying on speculation in cases other than routine filtration of virgin resins at screen mesh sizes of 200 or less. In such cases, if a screen changer must be sized only from speculative data, consider applying a minimum 25% safety factor.
The equipment supplier should be required to make a size recommendation and then you should perform your own analysis to confirm appropriate sizing. That way, you will have the advantage of independent analyses and, best of all, there is no additional cost.
Learn the difference between price and cost. Be sure to take into consideration all of the variables and look at all the factors to determine the real cost of ownership for the screen changer. Some of the hidden variables to consider may be:
•Product quality.
•Maintenance, time and cost of parts.
•Process downtime and cost.
•Life expectancy for the equipment and amortized cost of ownership.
•Cost and availability of filtration media.
•Pressure loss and effect on line output and product quality.
•Operator safety.
•Required operator intervention and labor cost.
If all of these and other factors are taken into consideration, you can expect a much better return on investment.
















Related Content

How to Extrusion Blow Mold PHA/PLA Blends
You need to pay attention to the inherent characteristics of biopolymers PHA/PLA materials when setting process parameters to realize better and more consistent outcomes.
Read More
Recycling: What's Ahead in Advanced Sorting Technology
As the industry tries to ramp up recycling, there are several innovative sorting solutions in the offing—ranging from enhanced optical sorting technologies and chemical tracers to advanced solutions based digital watermarks and artificial intelligence.
Read More
A Recycling Plant, Renewed
Reinvention is essential at Capital Polymers, a toll recycler that has completely transformed its operation in a short period of time.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More